Apakah langkah-langkah yang termasuk dalam proses penggelek plat titanium (seperti penggelek awal, penggelek panas, penggelek sejuk, dsb.)? Apakah jenis rolling mill yang digunakan? Bagaimana untuk mengawal suhu rolling dan pengurangan untuk memastikan struktur mikro seragam dan prestasi plat?
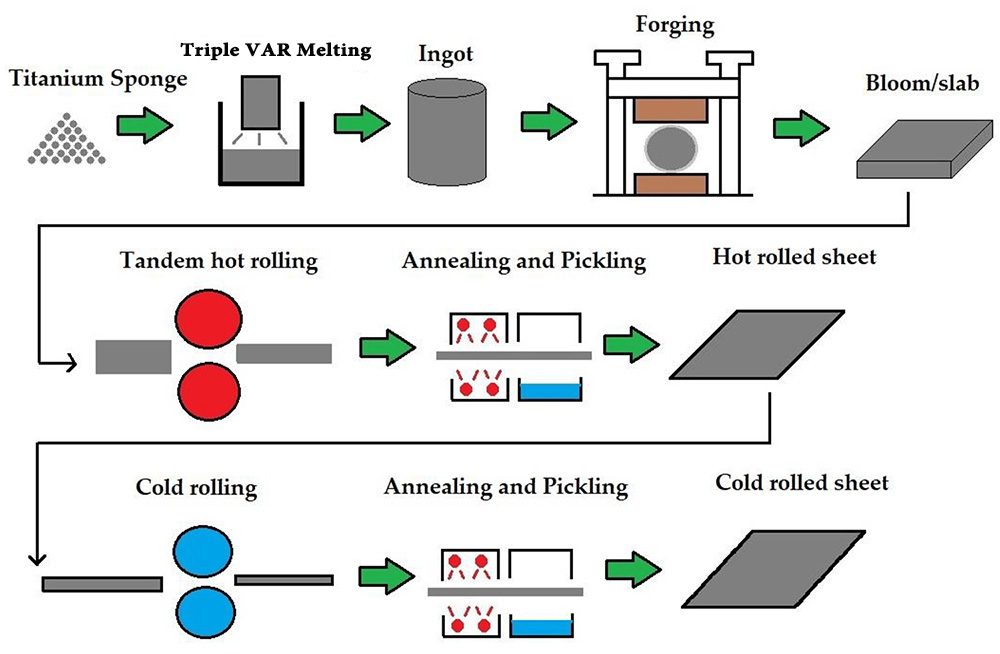
Penggulungan titanium dan plat aloi titanium ialah proses kompleks yang mengintegrasikan sains bahan, kawalan mekanikal dan pengoptimuman proses. Aliran prosesnya boleh dibahagikan kepada tiga peringkat teras: rolling awal, rolling panas dan rolling sejuk. Setiap peringkat sepadan dengan peralatan pengisar dan parameter proses tertentu.
(1) Peringkat guling awal
Penggulungan awal biasanya menggunakan kilang penggelek boleh balik dua-gulung. Tugas utamanya adalah untuk memecahkan struktur kristal kolumnar jongkong aloi titanium dan mencapai ubah bentuk plastik awal. Dalam peringkat ini, suhu pemanasan jongkong mesti dikawal dengan ketat (biasanya 30-50 ℃ di atas kawasan fasa β), dan kecacatan tuangan mesti dihapuskan melalui berbilang pas gelek ubah bentuk kecil (pengurangan setiap pas ≤15%). Changzhou Bokang Special Material Technology Co., Ltd. telah meningkatkan dengan ketara keseragaman mikrostruktur peringkat rolling awal dengan mengoptimumkan proses penhomogenan jongkong dan menggabungkan simulasi berangka untuk meramalkan rintangan ubah bentuk.
(2) Peringkat bergolek panas
Gelek panas menggunakan kilang gelek tak boleh balik empat gulung atau kilang gelek universal untuk melakukan pemprosesan ubah bentuk yang besar di rantau dua fasa α β. Pada peringkat ini, bijirin ditapis dengan penghabluran semula dinamik, dan suhu penggulungan akhir (biasanya tidak kurang daripada 850 ℃) mesti dikawal untuk memastikan keplastikan bahan. Relau pemanas jenis kotak digunakan bersama dengan sistem pampasan pemanasan aruhan untuk mencapai ketepatan suhu ±10 ℃. Pengagihan pengurangan pas rolling panas mengikut prinsip ""piramid"", iaitu, beberapa pas pertama menggunakan pengurangan 20-25%, dan pas berikutnya secara beransur-ansur meningkat kepada 35-40%, digabungkan dengan proses penyejukan air yang cepat antara pas untuk mengelakkan pertumbuhan bijirin yang berlebihan secara berkesan.
(3) Peringkat guling sejuk
Penggulungan sejuk dilakukan pada kilang rolling sejuk empat gulung atau enam gulung, terutamanya untuk meningkatkan kualiti permukaan dan ketepatan dimensi plat. Ia perlu menggunakan berbilang pas rolling ubah bentuk kecil (pengurangan pas tunggal ≤10%) digabungkan dengan proses penyepuhlindapan perantaraan, dan ubah bentuk terkumpul boleh mencapai lebih daripada 80%. Changzhou Bokang telah meningkatkan ketepatan kawalan bentuk plat kepada ±5μm dengan memperkenalkan teknologi silang roller. Kekasaran permukaan plat titanium gred perubatan yang dihasilkannya ialah Ra≤0.2μm, mencapai tahap terkemuka antarabangsa.
Pemilihan peralatan rolling titanium secara langsung menjejaskan kualiti plat akhir dan perlu direka mengikut ciri-ciri bahan:
(1) Pemilihan jenis rolling mill
Kilang penggelek utama: Kilang penggelek boleh balik dua-gulung tertutup digunakan, dilengkapi dengan sistem hidraulik AGC (kawalan ketebalan automatik), dan nisbah diameter gulungan dikawal antara 1.8-2.2 untuk mengoptimumkan keadaan gigitan
Kilang gelek panas: Kilang gelek tidak boleh balik empat-gulung digunakan, dengan diameter gulungan berfungsi 350-400mm dan diameter gulungan sokongan 1400-1600mm, dilengkapi dengan sistem gulungan lentur dan peranti peralihan gulungan, dan ketepatan kawalan bentuk plat mencapai ±15I
Kilang gelek sejuk: Sistem gulung UC/VC gabungan enam gulung kilang digunakan, lejang peralihan paksi bagi gulungan perantaraan ialah ±150mm, dan meter kelajuan laser dan tolok ketebalan digunakan untuk mencapai kawalan gelung tertutup
(2) Pengoptimuman bahan sistem roll
Gulungan kerja diperbuat daripada aloi berasaskan besi kromium tinggi (Cr12MoV), dan permukaannya disembur dengan salutan komposit CrN/Al2O3 dengan kekerasan lebih daripada HV1200, yang berkesan menahan lekatan titanium. Penggelek sokongan menggunakan teknologi tuangan empar besi tuang sejuk tak terhingga, dan perbezaan kecerunan kekerasan permukaan penggelek dikawal dalam HS15 untuk memastikan kestabilan bentuk penggelek.
Kawalan suhu dan ubah bentuk yang tepat adalah kunci untuk memastikan keseragaman struktur dan prestasi plat titanium, dan model kawalan gandingan berbilang parameter perlu diwujudkan.
(1) Sistem kawalan suhu
Proses pemanasan: Sistem pemanasan tiga peringkat diguna pakai (bahagian prapemanasan 600-700℃/bahagian penebat 850-950℃/bahagian pemanasan 900-980℃), dan termometer inframerah digunakan untuk mencapai pemantauan suhu masa nyata
Kawalan suhu proses penggulungan: Dalam peringkat penggulungan penamat, sistem semburan penggelek (ketepatan kawalan isipadu air ±0.5L/min) digunakan, dan sistem pampasan pemanasan rintangan digunakan untuk mengawal turun naik suhu bahagian yang digulung dalam ±20℃
Pengurusan suhu gelek akhir: Taburan medan suhu diramalkan melalui simulasi elemen terhingga, dan model masa menunggu suhu antara pas diwujudkan untuk memastikan suhu bahagian yang digulung. Pastikan suhu penggulungan akhir tidak kurang daripada 50 ℃ di bawah titik perubahan fasa
(2) Algoritma untuk mengoptimumkan pengurangan
Pengagihan pengurangan berbilang pas: Berdasarkan model pengerasan kerja bahan, algoritma genetik digunakan untuk mengoptimumkan pengagihan pengurangan dalam setiap pas untuk memastikan ubah bentuk setiap pas adalah "parabola"
Pelarasan pengurangan dinamik: Daya gelek dipantau dalam masa nyata oleh tolok tekanan, dan algoritma kawalan PID kabur digunakan untuk melaraskan pengurangan secara automatik untuk mengimbangi lantunan jurang roll (ketepatan pampasan ±0.02mm)
Hadkan kawalan ubah bentuk: Wujudkan kriteria pengurangan kritikal (ε_c=0.6σ_s/K), dengan K ialah pekali Pengerasan pemprosesan bahan, pastikan pengurangan satu laluan tidak melebihi 85% daripada nilai kritikal
(3) Langkah-langkah untuk memastikan keseragaman struktur
Kawalan saiz butiran: Kawal pecahan volum penghabluran semula dinamik melalui parameter Z (Z=ε·exp(Q/RT)), dan kekalkan nilai Z antara 10-15 untuk mendapatkan butiran equiaxed seragam
Pengoptimuman tekstur: Gunakan proses guling silang (putarkan plat 45° setiap pas), digabungkan dengan teknologi guling tak segerak (perbezaan kelajuan garisan antara penggelek atas dan bawah ialah 10-15%), untuk melemahkan tekstur permukaan asas dengan berkesan
Kawalan tegasan sisa: Melalui proses gulingan selang-seli tegasan-tekanan mampatan tegangan, digabungkan dengan rawatan kelonggaran Tekanan semasa penyepuhlindapan mengawal tegasan baki dalam ±20MPa
Proses penggulungan plat titanium memerlukan penubuhan rangkaian kawalan kualiti proses penuh. Changzhou Bokang telah lulus pensijilan sistem ISO9001/ISO13485 dan membina sistem kawalan kualiti tiga peringkat "pengujian produk siap pemantauan proses pemeriksaan bahan mentah":
Pengesanan dalam talian: dilengkapi dengan meter bentuk plat, tolok ketebalan, pengesan permukaan, untuk mencapai kawalan dalam talian toleransi ketebalan ±0.02mm dan toleransi bentuk plat ±8I
Pengesanan organisasi: Teknologi EBSD digunakan untuk menganalisis orientasi butiran untuk memastikan saiz butiran ASTM Gred 8 mempunyai nisbah halus ≥90%
Pengesahan prestasi: Sifat mekanikal disahkan oleh ujian tegangan, ujian hentaman dan ujian kakisan. Kekuatan tegangan plat titanium gred perubatan ialah ≥850MPa dan pemanjangannya ialah ≥18%, yang memenuhi piawaian ASTM F136
Ujian tidak merosakkan: Teknologi tatasusunan berperingkat ultrasonik digunakan untuk mengesan kecacatan dalaman untuk memastikan kadar lulus pengesanan kecacatan 100%
Pada masa ini, teknologi penggelek plat titanium menunjukkan tiga trend pembangunan utama:
Rolling pintar: Model rolling maya diwujudkan melalui teknologi kembar digital untuk mencapai pengoptimuman dalam talian bagi parameter proses;
Teknologi pembentukan jaring hampir: Membangunkan teknologi penggelek berterusan plat titanium ultra nipis untuk mencapai pengeluaran berterusan plat ultra nipis 0.016 inci;
Teknologi pembuatan hijau: Teknologi penggulungan elektroplastik (EPR) digunakan untuk mengurangkan suhu penggulungan sebanyak 30-50°C dan mengurangkan penggunaan tenaga.
 Tanya Kami
Tanya Kami
 Bahasa
Bahasa